I've been doing a lot of research to find a company to provide the fabric materials for the build.
Yesterday, I received a very generous sample pack from V2 composites.
One yard each:
- 12oz (45/45)
- 12oz (0/90)
- 18oz (0/90)
- 18oz Kevlar (0/90)
- 18oz Kevlar/Glass (0/90)
- 9oz Carbon Uni (V-Web construction)
They all looked very good with a nice smooth finish and very even stitching.
 |
| 18oz Bi-Directional (0/90) |
 |
| 18oz Double-Bias (45/45) |
{kind=link}
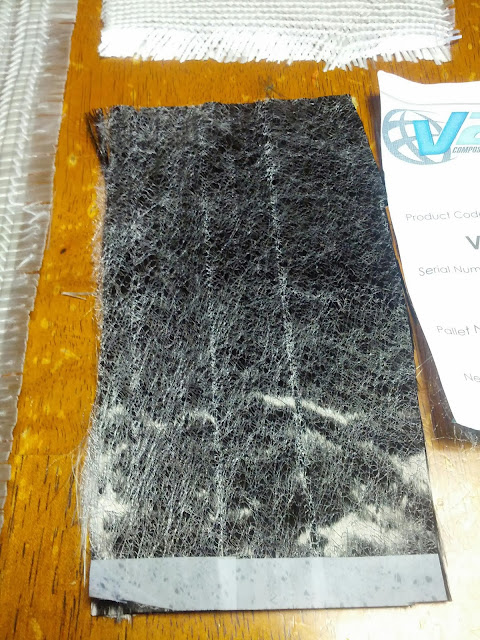 |
| 9oz Carbon Uni (0) |
The Carbon Uni is interesting as it is available in two formats; the traditional stitched tow and the "V-web" layout shown above where the fibers are sandwiched between and lightly glued to a very thin veil webbing. The "V-web" is advertised as being easier to handle, but I'll probably be going with the traditional stitched fabric for the boat.
What really interested me about V2 Composites is the welded stitch construction of their fabrics. Some other samples I received tended to fall apart very easily after being cut and handled due to the slippery glass fiber bundles. The pictures above show some samples after being cut with a lousy pair of scissors, shaken out, inspected and passed around for all to see. They held together really well. I tried cutting a 50x50mm piece of Kevlar, but my scissors were not up to the job and just butchered the material. However, what was left over still mostly held together - which was very impressive!
Excerpt from V2 News page:
“We closely examined our markets, searching for specific areas of product weakness. One of the recurring concerns for customers of composite reinforcements has been the instability of the stitch matrix that holds the reinforcement fibers in place. Existing warp/weft knit stitching technology was just not adequate for holding the fabric matrix together when cut into complex shapes.”
Horne explains, “During fabric/resin lay-up, when a stitch line is disturbed or fractured by a roller or brush, the stitch yarn can become caught and may very easily run out of the fabric.” This problem is similarly observed in woven fabrics, which tend to fall apart at the edges when cut into complex shapes. Horne continues, “The problem has been frequently reported and is very annoying to customers. You can imagine laminate workers trying to cut these yarns or strings (as they are called) with resin-gummed scissors. It’s a harrowing chore.”
The industry’s move towards computerized cutting tables, in order to save time and maximize pattern lay-ups, is accelerating the demand for fabrics that cut more cleanly, and which hold their edge without tangling up around the cutting head.
V2 is addressing this problem with its unique V-Lock™ non-run stitch technology. According to Horne, the V-Lock process welds the ascending stitches together on the loop side of the fabric only. The stitch medium remains polyester (as opposed to low-melt vinyl ester sheathing, etc.), therefore eliminating contamination or off-gassing during the lamination/cross-linking process.
V-Lock technology also makes it possible for fabrics to be bonded using a looser stitch. According to Horne, “Over-tension in stitching can restrict resin flow through and along the reinforcement fibers, forcing fibers to lay flatter in a lower profile and thereby increasing fiber volume fraction.”
Kevin Horne, president and CEO of V2 Composites, Inc. reports, “These high-performance reinforcement fabrics don’t unravel. The added value for customers is significant in terms of reduced waste and improved longevity of their pre-cut dry reinforcement materials.”
The V-Lock system is proprietary and involves precise thermal coupling management technology. According to Horne, the process takes place as the fabric is manufactured so that no secondary handling is required.
Horne concludes, “V-Lock technology is taking composite reinforcement fabrics to a higher level of performance. That’s good news for an industry that is aggressively pursuing value-added solutions for infrastructure, construction, heavy-duty transportation, sports and recreation, aerospace, automotive, marine, and other commercial applications.”
V2 was very responsive to email and telephone inquiries, they were efficient at sending out samples and best of all they will do direct sales! I received price quotes, but chose not to publish here. I worked with:
Business Development
Office: 704.806.1539
dmaas@V2composites.com
Office: 704.806.1539
dmaas@V2composites.com
Now for a supplier of foam...
No comments:
Post a Comment