Overall, I think it was a success despite a failed part. The goal of this first test was to get a feel for working with all these components and get an accurate thickness plate for compressed 18oz fabric.
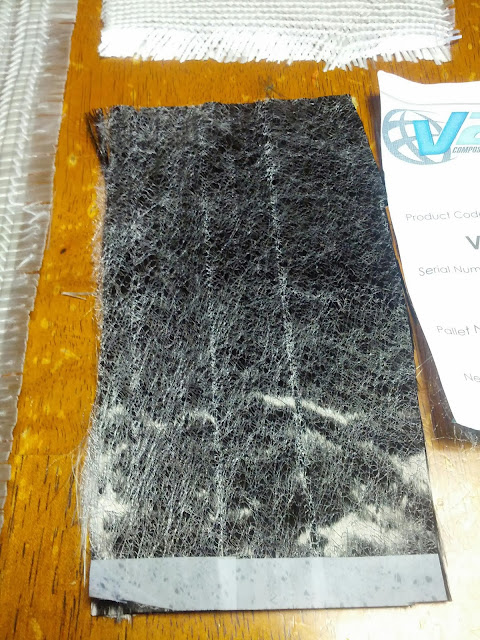
I cut a 75x10mm piece of 18oz 0/90 and then added an additional 18 layers of fabric on top of it in a stair-stepped fashion. Over that went the Peel-Ply and then the Perforated film. After that, the Resin Distribution Media and finally the Vacuum bag. The work was laid up on a piece of waxed glass.
 |
| Fabric Cut and laid up |
 |
| Perforated Film over Peel Ply |

 |
| Vacuum pulled |
 |
| Drop Test |
After this, I pulled the Vacuum down to 15mbar for the infusion and proceeded to open up the Resin supply. I was surprised at the speed of the resin front through the part and failed to slow it down adequately, so I'll have to work on a better solution for that.
Total Infusion time was about 3.5minutes.
It looked perfect from the top and I was as happy as could be!
However, the next day I flipped the part and saw the failure:
 |
| Large un-infused area |
 |
| Un-Infused area |
I have another few tests planned, but I need to get some decent scissors before trying again!
As for all the materials and equipment used, I think they performed flawlessly - from the pump to the leak detection to the tacky tape, fabrics, resin & vacuum bag. This failure was purely operator error and inexperience.
I did get the thickness measurements I was after and now I have a cool memento to hang on the wall!
We'll see how it goes next time...










{kind=link}